|
The pictures in this article come from the BVWS DVD of the 1950s Mullard film.
Receiving valves like the EF80 used low voltage low power heaters to raise the temperature of the cathode until it was hot enough for the efficient thermionic emission of electrons. These heaters were made from 7 μm Tungsten wire. To get a sufficient length of wire into the small physical dimensions of the cathode tube required winding the wire into a helix. As the wire needs to be wound under tension for it to retain its shape after forming, it is essential to wind the Tungsten wire onto a former or mandrel. In valve manufacture by Mullard in the UK in the 1950s this mandrel was made of Molybdenum wire. This Molybdenum wire had also been made in the Mullard factory.
Molybdenum mandrels for winding heaters
Drums of Tungsten wire would be loaded into the heater winding machines. This wire was wound onto the mandrel at high speed and the picture shows that the machines were of multiple spindle construction.

Heater winding machinery
Once the winding process was complete the Molybdenum mandrel had completed its task. By selecting a suitable acid the Molybdenum could be dissolved away without affecting the delicate Tungsten helix.
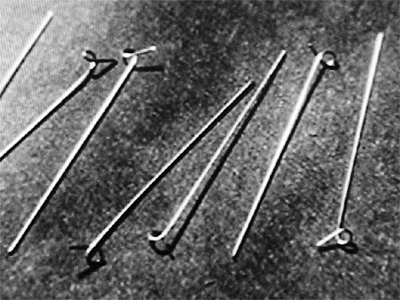
The basic helix of Tungsten wire with plain wire at each end had then to be shaped and insulated as well as made impervious to damage. The heater shapes were either a single V, as for the EF80, or an M shape as the design needed. The shaped heater was insulated by holding many heaters in a jig and dipping them into an alumina based liquid coating. When the alumina was dry the jig provided connections to the ends of the heaters so that by passing a current through the heater the alumina could be baked into place.
|