|
The next paragraph is taken from the Wikipedia entry
Ebonite is one of the earliest forms of plastic. A hard, rigid and shiny resin, it was intended as an artificial substitute for ebony wood. It is actually a very hard rubber first obtained by Charles Goodyear by vulcanizing rubber for prolonged periods. As a result, it is about 30% to 40% sulphur.
What is Ebonite?
There is no doubt that the success or failure of a wireless receiving or transmitting set is dependent to a great extent upon the efficiency of the insulating materials employed. In spite of the wide range of substances now on the market, ebonite still retains first place as the ideal insulator for the purpose. This statement will probably be received with some misgivings by amateurs who have experienced trouble with materials purchased under this name; we propose not to deal with this class' of ebonite, but with the genuine material made from new rubber and sulphur only, and free from any reclaimed rubber, adulterants, fillers, colouring matter and so forth.
In the first place, selection of the rubber is of the highest importance; this must be of the best quality, tested to check the moisture content and to ensure that it is free from dirt and grit accumulated during transport from the plantation. The sulphur must be the purest obtainable and so fine that it will pass a sieve of at least 120 mesh. It is chemically tested to be sure that no deleterious substances are present, and is dried and carefully sifted before use.
Mastication
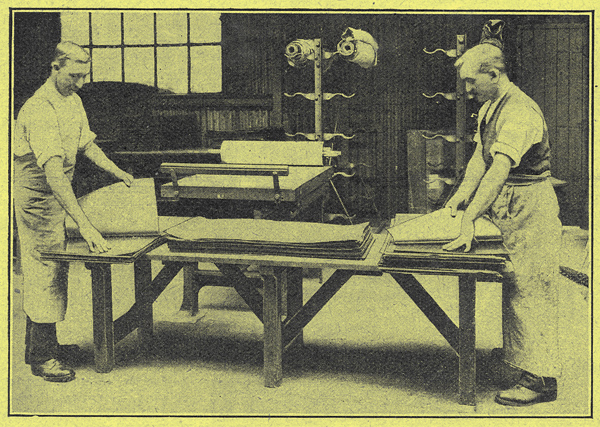
The rubber is removed from the case in a block due to the baling pressure used in packing, and the sheets of which the block is composed are either pulled apart or the block is sliced in a guillotine and placed in a warming room ready for mastication. The rubbers used, either pale crepe or smoked sheet, are fairly well known owing to their use as soles for shoes. Mastication is the kneading or breaking down of the rubber to a plastic and uniform condition; this is accomplished by continually passing the rubber between a pair of heavy cast-iron rolls driven by an electric motor. The rolls are hollow and capable of being heated by admitting steam or cooled by letting in cold water. When mastication commences, the rolls are heated; but as the process is continued and the rubber is sufficiently hot to be plastic, the steam is cut off and friction keeps the temperature up to the proper point; any adjustment to avoid the rubber being overheated is carried out by the inlet of water to the rolls.
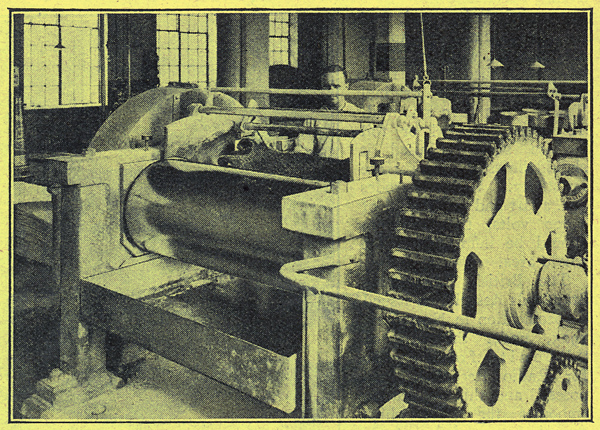
Breaking down rubber and mixing inn sulphur and ebonite powder. The fast moving roll is in the foreground and the slow-moving roll to which the mixture adheres at the back.
The latter do not run at like or even speeds, the back roll being run faster than the front so that the rubber is warmed up, pressed and kneaded by continuous passage between the rolls As the rubber becomes tacky, it joins up and runs completely round the front or slower roll; sulphur is then worked into the rubber a little at a time until it has become evenly distributed throughout the mass.
An ebonite mix contains on an average 30% of sulphur and 70% of rubber, but with such a large percentage, of rubber it would be very difficult material to control or handle, and it is therefore usual to add a percentage of pre-vulcanised ebonite. This is done by vulcanising a quantity of the rubber and sulphur mix as it comes from the rolls, grinding it to a fine powder and sifting it through a 120 mesh sieve in similar manner to the sulphur. This ebonite powder is added to the rubber with the sulphur and the resulting stock provides the shops with what may be described as their raw material. It is dark brown in colour, firm and sufficiently free from tackiness that it may be readily worked.
When the mixing roll operator is satisfied that the batch is properly mixed, he makes a rapid slice with a knife into the mass of ebonite dough which is on the roll, cuts out a slab and takes it to the calender.
Calendering
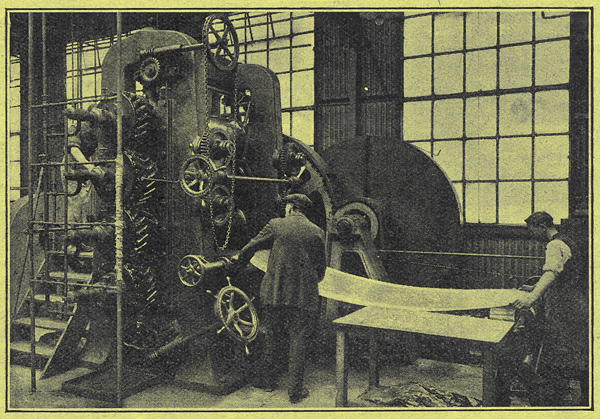
Four-bowl calender for rolling ebonite dough to the required thickness.
A calender consists of either two or three polished iron rolls similar to the mixing rolls, but whereas the latter are arranged horizontally, those on the calender are vertical. It is possible by means of the adjusting gear on the calender to move the rolls in relation to one another so that the slab of ebonite dough may be rolled out into a sheet of controlled thickness. The rolls can be warmed or cooled as desired and the dough is introduced between the top and middle rolls so that it travels round the latter, passes between middle and bottom rolls, round the bottom roll, and is taken up on a mandrel with calico to prevent adhesion of the layers.
In the manufacture of ebonite sheet the calendered dough is piled up until the required thickness is produced and then cut to standard size, usually 36in x 18in.
Preparatory to vulcanisation, a sheet of practically pure tin is rolled down on each side of the ebonite. This is a simple operation and yet calls for considerable skill, since not only must the tin, be rolled down with our trapping the slightest air bubble, but the product must be very exact in thickness as the maximum tolerance guaranteed, for instance, on a 0.25 in. sheet is as low as six thousandths of an inch over or under the nominal thickness. The sheets are now ready for vulcanising this is carried out in a water bath the sheets being stacked in an iron tank which is filled with water and run into a horizontal vulcaniser.
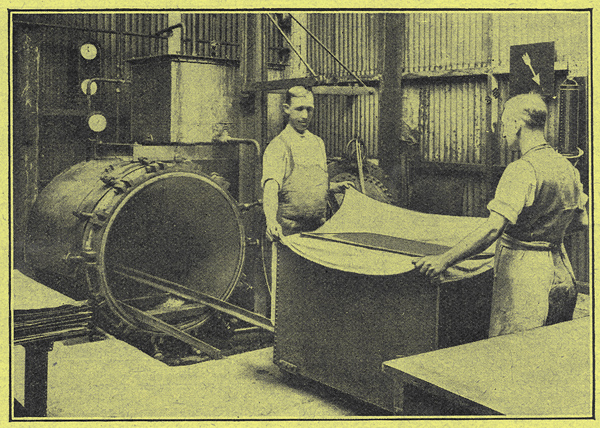
Loading ebonite sheets into a tank for vulcanising.
The vulcaniser is then closed securely by a number of swing bolts; steam is turned on and the temperature allowed to rise very slowly (a rapid rise will ruin the sheets, the steam valve being opened a little at a time over a period of two or three hours until the temperature to be maintained is reached after about 24 hours the vulcaniser is 'blown down' and allowed to cool, the water is drawn off the tank and the tinfoil covered sheets of ebonite taken out and the tin sheets stripped off.
Stripping tinfoil from ebonite sheets after vulcanising. The sheets are subsequently rubbed down to remove conducting films from the surface.
The reason for the use of tinfoil is to ensure a smooth even surface on the ebonite and retain the sheet to correct dimensions during vulcanisation. There is a possibility of particles of tin being left on the ebonite, but these of themselves do not appreciably impair the resistivity. The surface of the ebonite in intimate contact with the foil undergoes some kind of change, and this 'skin' is at times of low resistivity although its appearance is quite good and the only safe course is to use ebonite sheet with matted or scrubbed surfaces from which the original 'skin' has been removed.
If either polished or foil surface sheet is used it should be tested for surface resistivity. With electrodes 0.25 in. apart and a potential of 1,000 Volts, the resistance should be infinity over the whole area.
The British Engineering Standards Association issued a specification in November 1925 under the title of Ebonite for Panels for Radio Reception Purposes, and this pub1ication embodies the tests which should be carried out on sheet to be used for this purpose. Some manufacturers have adopted this specification as standard for wireless ebonite, and brand their product under licence from the Association with the mark BESA/234-25; such material can be used with every confidence; as the mark carries a definite guarantee that the ebonite conforms to the specification both as regards its ingredients and compliance with the tests laid down.
Rod and tube are produced by a machine in which the ebonite dough already described is fed into a hopper and carried forward through a die by the action of a worm screw; both the hopper and die (the latter determining the size of rod or tube) are heated, and considerable experience and skill are necessary to produce rods and tubes homogeneous and accurate as regards diameters; both rods and tubes are packed in French chalk in-trays for vulcanising, the tubes first being slipped, on mandrels.
Ebonite Mouldings
Mouldings are produced by fixing the shape of the, piece by a rapid preliminary vulcanisation in the mould; the piece is then taken from the mould and packed in French Chalk on trays for complete vulcanisation. The moulds themselves ere either hot-pressed or turned from a yellow metal, and after inserting the piece of ebonite dough the mould is closed under a hydraulic press.
Ebonite manufactured in the manner described has very high electric strength and volume and surface resistivity. It also shows a remarkably low power factor or power loss that is, the power absorbed by the dielectric and dissipated as heat. This is an extremely important consideration in the case of high frequencies at high voltages.
There are many ways in which a black substance having the appearance of ebonite can be produced. For example, instead of using all new rubber, the aid of a proportion of reclaimed rubber or rubber substitute (or both) may be invoked. Reclaimed rubber is obtained by the treatment of old motor tyres, etc. and rubber substitute is vulcanised or oxidised oil. Such a stock can be readily loaded with a variety of minerals e.g. French chalk, zinc oxide, clay, powdered slate etc. and the extent to which this is practised by some manufacturers may be gauged by the preparation of special blacks for ebonite. If any adulterant is used, some colouring matter must be added; but a pure rubber and sulphur mix will vulcanise to a rich jet black without the addition of any colouring substance.
A simple test of ebonite is to drill a hole in it with a Twist drill. If the ebonite is pure, the shavings will be long, springy, and of a clear brown colour these rubbed in the hand will break up, but remain as shavings, whereas adulterated ebonite drilled in the same way will give shavings which are short, dusty and a dirty grey colour and will be reduced to dust when crumbled. A saw-cut should give a light brown dust; if the dust is greyish in colour the ebonite is impure.
We are indebted to Messrs Siemens Bros. and Co. Ltd. Woolwich for facilities afforded in connection with the Photographs illustrating this article and the information contained therein.
|