|
The pictures in this article come from the BVWS DVD of the 1950s Mullard film.
Glass was an important aspect of valve making and Mullard made their own glass tubes from raw materials. Glass is a super cooled liquid and is made from a mixture of oxides. Commercially, the main ingredient of glass is sand, or silicon dioxide. This is heated with sodium carbonate at an extremely high temperature. Also added to the mix is a proportion of broken glass known as Cullet.
 <=text=> <=text=>Glass making furnace
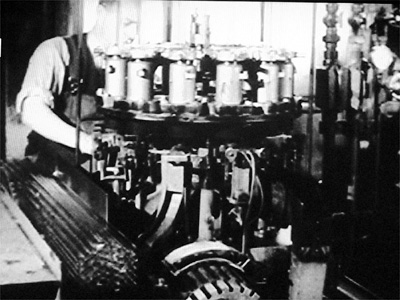
The liquid glass is transferred to a tube extruding machine. The glass tube is pulled upwards from the moltern glass and the tube is kept round and open by a blast of air sent up the centre of the newly formed tube. The rate of vertical pulling and the rings of gas jets stationed up the vertical dimension of the machine allow control of the wall thickness.
 
Mechanical blowing of glass tube, on the right is a gas ring used to control wall thickness.
As the tube cools it solidifies and can be passed for cutting to length. The operator cuts the tube into stock lengths and checks each one in a diameter gauge slot on his bench and finally weighs the tube to ensure it conforms to the required specification.
 <=text=> <=text=>Cutting to stock lengths
To make the valve envelope the stock lengths are fed into the envelope making machine. Here they are cut to short lengths, have the open end heated and flared and the other end of the tube is strongly heated and the resulting molten glass is pressed into a dome and closed pip.
Glass envelope forming machine on left and forming closed ends on right
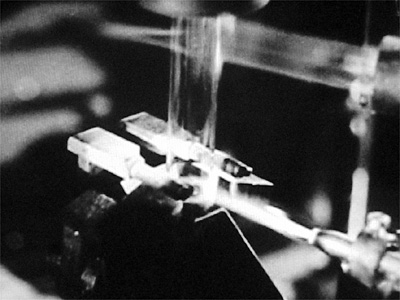
The pumping tube is formed separately and has to be joined onto the envelope. The envelope and the pumping tube are fed into a machine and clamped in position. The glass is heated from outside and then a needle jet of gas flame is inserted through the envelope to melt the pip at the top of the closed envelope dome. This in turn fuses the two components together.
The attaching of the pumping tube showing the needle flame on the right picture
Whenever glass is worked stresses are set up in the material. To avoid premature failure of glass components they are annealed after processing. The annealing process requires that the glass is heated above a critical temperature, is then soaked at that temperature to relax the built-up stresses and finally slowly cooled so that stresses are not re-introduced into the glass. Clearly the annealing temperature has to remain low enough for the glass not to distort out of shape.

Operators load envelopes into holders at the mouth of the annealing oven
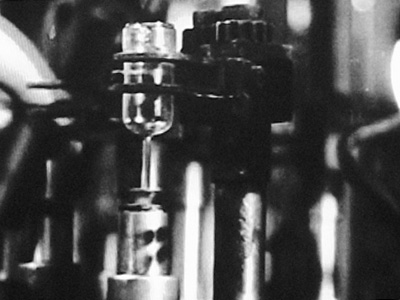
The joint between envelope dome and the pumping tube is a potential site of failure. The Mullard answer was to have an operator place the glass component over one electrode and to initiate a high voltage discharge. The perfect joints would not allow the spark to form, but any slight defects in the joint would allow a spark discharge between the two terminals.

Testing pump tube joints for a perfect seal. The spark shows up a defective piece
However stringent the production controls, variations will occur. The glass quality control laboratory at Mullard would batch test the glass components for diameter, thickness and variation in thickness over length.
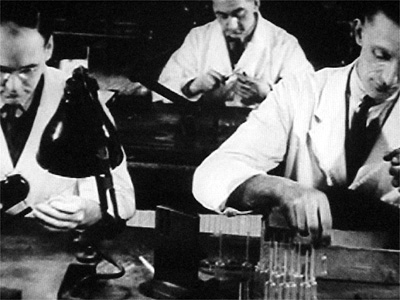
Quality control
|